Шероховатость поверхности ra и rz
Не тот параметр шероховатость, о котором стоит забывать при проектировании изделий. Прочность, электропроводность, точность сопряжения – это неполный список как шероховатость Ra и Rz может повлиять на эксплуатационные свойства деталей. Ее значение сильно зависит от способа обработки, а измерение связано с острым чувством осязания. И это не тот параметр, о котором стоит забывать при проектировании изделий.
Что такое шероховатость
Любые типы поверхностей, какие бы они не были ровными на первый взгляд, имеют в своей структуре череду подъемов и впадин. На вид это близко к форме горных массивов. Высоту этих «гор» и характеризует шероховатость.
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Какие параметры шероховатости существуют
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Обозначения отклонения неровности поверхностей
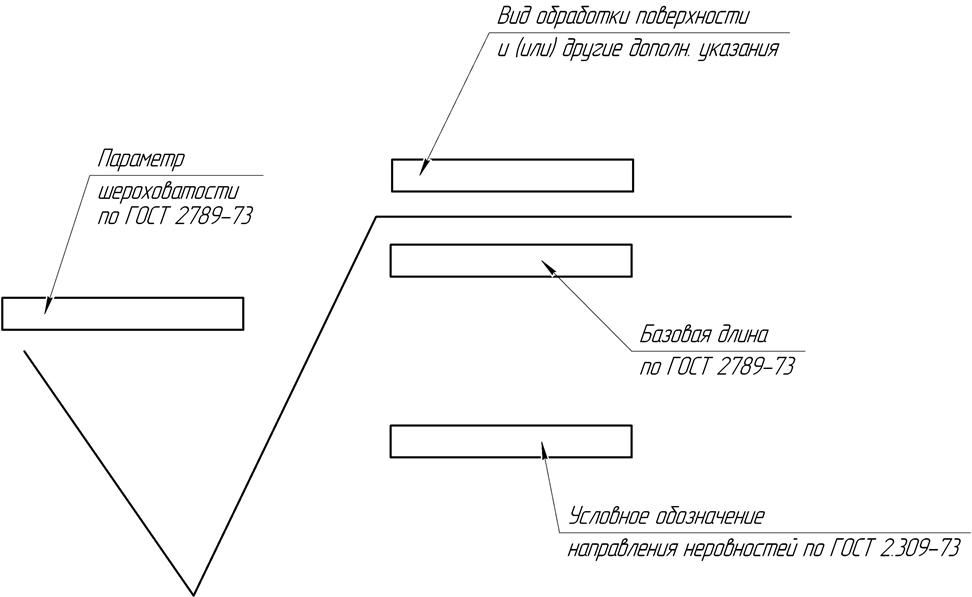
На чертеже шероховатость указывается согласно приведённой ниже схеме.
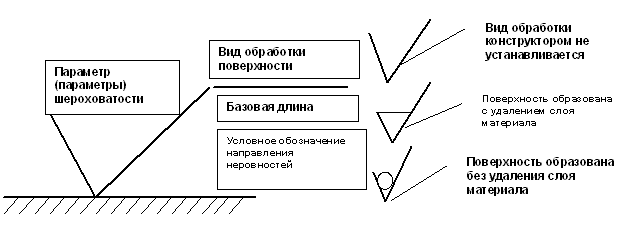
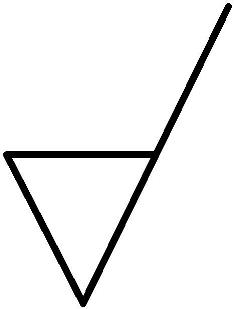
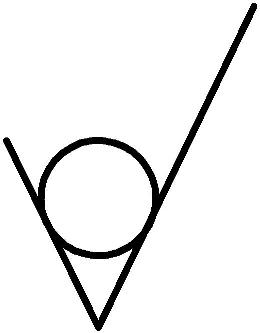
Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
- Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором. Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно.
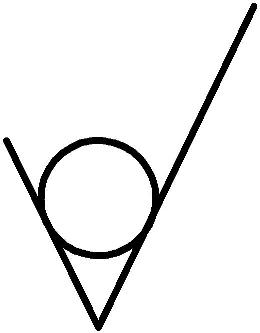
- С кругом в вершине. Поверхность не нуждается в дополнительном улучшении.
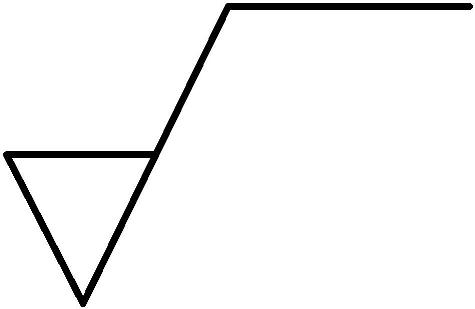
- С верхним подчеркиванием. Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр. В некоторых случаях это не важно, а некоторых имеет решающее значение.
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Рейтинг: 0/5 — 0 голосов
Шероховатость поверхности ra и rz отличие
/
/
Шероховатость поверхности ra и rz отличие
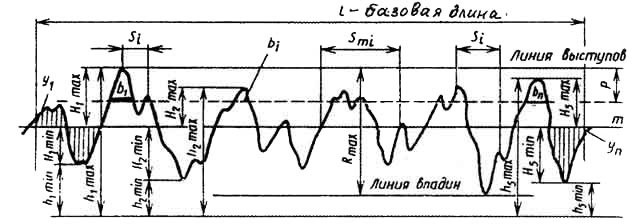
Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами, выделанная с помощью базовой длины (рис.1)
ГОСТ 2789-73 полностью соответствует международной рекомендации по стандартизации ИСО Р 468. Он устанавливает перечень параметров и типов направлениий неровностей, которые должны применяться при установлении требований и контроле шероховатостей поверхности, числовые значения параметров и общие указания.
1. Требования к шероховатостям поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного количества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
2.Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п. 4, значений выбранных параметров (см. таб.3-5) и базовых длин, на которых происходит определение параметров. Если параметры Ra,Rz,Rmax определены на базовой длине в соответствии с табл. 6 и 7, то эти базовые длины не указываются в требованиях к шероховатости.
В технической документации, разработанной до 1975 г., использовали классы шероховатости по ГОСТ 2789-59; для их перевода можно пользоваться данными табл. 1.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности (табл. 2), к способу или последовательности способов получения (обработки) поверхности.
Числа из табл. 3-5 используют для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения. Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
3. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, к участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности). Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
4. Параметры шероховатости (один или несколько) выбирают из приведенной номенклатуры:
Ка – среднее арифметическое отклонение профиля;
К% – высота неровностей профиля по десяти точкам;
Ктах – наибольшая высота профиля;
Sm – средний шаг неровностей;
S- средний шаг местных выступов профиля;
tp – относительная опорная длина профиля, где р – значение уровня сечений профиля.
Параметр Ка является предпочтительным.
5. Числовые значения параметров шероховатости (наибольшие, номинальные или диапазоны значений) выбирают из табл. 3-5.
6. Относительная опорная длина профиля tр: 10; 15; 20; 30; 40; 50; 60; 70; 80; 90 %.
I. Классы шероховатости (ГОСТ 2789-59) и соответствующие им наибольшие значения параметров шероховатости (ГОСТ 2789-73)
| Классы шероховатости | Базовая длина l, мм | ||
| 1 | 320 | 8,0 | |
| 2 | 40 | 160 | |
| 3 | 20 | 80 | |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | |
| 8 | 0,63 | 3,2 | 0,25 |
| 9 | 0,32 | 1,6 | |
| 10 | 0,16 | 0,8 | |
| 11 | 0,08 | 0,4 | |
| 12 | 0,04 | 0,2 | |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 |
7. Числовые значения уровня сечения профиля р выбирают из ряда:
5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 % от Ртах.
8. Числовые значения базовой длины / выбирают из ряда:0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Схема шероховатости поверхности и ее элементы показаны на рис. 1,
где l – базовая длина; m – средняя линия профиля; Sm – средний шаг неровностей профиля; S – средний шаг местных выступов профиля; H imax – отклонения пяти наибольших максимумов профиля; H-imin отклонения пяти наибольших минимумов профиля; h imax – расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль;h imin – расстояние от низших точек пяти наибольших минимумов до этой же линии; Rmax – наибольшая высота профиля; у –отклонения профиля от линии m, tp – относительная опорная длина профиля; p – уровень сечения профиля; bi– – длина отрезков, отсекаемых на заданном уровне р.
Рис.1 Схема шероховатости поверхности и ее элементы
2. Типы направлений неровностей
| Типы направлений неровностей | Схематическое изображение | Условное обозначение на чертеже | Пояснение |
| Параллельное |  |  | Параллельно линии, ображающей на чертеже поверхность, к шероховатости которой останавливаются требования |
| Перпендикулярное |  |  | Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перекрещивающееся |  |  | Перекрещивание в двух направлениях наклонно к линии., изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |  |  | Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования. |
| Кругообразное |  |  | Приблизительно кругобразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |  |  | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| 3. Среднее арифметическое отклонение профиля Ra, мкм | ||||
| 100 | 10,0 | 1,00 | 0,100 | 0,010 |
| 80 | 8,0 | 0,80 | 0,080 | 0,008 |
| 63 | 6,3 | 0,63 | 0,063 | – |
| 50 | 5,0 | 0,50 | 0,050 | – |
| 40 | 4,0 | 0,40 | 0,040 | – |
| 32 | 3,2 | 0,32 | 0,032 | – |
| 25 | 2,5 | 0,25 | 0,025 | – |
| 20 | 2,0 | 0,20 | 0,020 | – |
| 16,0 | 1,60 | 0,160 | 0,016 | – |
| 12,5 | 1,25 | 0,125 | 0,012 | – |
Примечание: Предпочтительные значения параметров подчеркнуты
| 4. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax, мкм | |||||
| – | 1000 | 100 | 10,0 | 1,00 | 0,100 |
| – | 800 | 80 | 8,0 | 0,80 | 0,080 |
| – | 630 | 63 | 6,3 | 0,63 | 0,063 |
| – | 500 | 50 | 5,0 | 0,50 | 0,050 |
| – | 400 | 40 | 4,0 | 0,40 | 0,040 |
| – | 320 | 32 | 3,2 | 0,32 | 0,032 |
| – | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
| – | 200 | 20,0 | 2,0 | 0,20 | – |
| 1600 | 160 | 16,0 | 1,60 | 0,160 | – |
| 1250 | 125 | 12,5 | 1,25 | 0,125 | – |
Примечание: Предпочтительные значения параметров подчеркнуты
| Средний шаг неровностей профиля Sm и средний шаг местных выступов S, мм | ||||
| – | 10,0 | 1,00 | 0,100 | 0,010 |
| – | 8,0 | 0,80 | 0,080 | 0,008 |
| – | 6,3 | 0,63 | 0,063 | 0,006 |
| – | 5,0 | 0,50 | 0,050 | 0,005 |
| – | 4,0 | 0,40 | 0,040 | 0,004 |
| – | 3,2 | 0,32 | 0,032 | 0,003 |
| – | 2,5 | 0,25 | 0,025 | 0,002 |
| – | 2,0 | 0,20 | 0,020 | – |
| – | 1,60 | 0,160 | 0,0160 | – |
| 12,5 | 1,25 | 0,125 | 0,0125 | – |
| Соотношение значений параметра Rа и базовой длины / | |
| Ra, мкм | l, мкм |
| До 0,025 | 0,08 |
| Св. 0,025 до 0,4 | 0,25 |
| » 0,4 » 3,2 | 0,8 |
| » 3,2 » 12,5 | 2,5 |
| » 12,5 » 100 | 8,0 |
| Соотношение значений параметра Rz и базовой длины / | |
| Rz=Rmax, мкм | l, мм |
| До 0,10 | 0,08 |
| Св. 0,1 до 1,6 | 0,25 |
| » 1,6 » 12,5 | 0,8 |
| » 12,5 » 50 | 2,5 |
| » 50 » 400 | 8,0 |
| Рис 2. Структура обозначения шероховатости поверхности |

инженер поможет — Шероховатость поверхности Ra и Rz
Неравномерность обрабатываемой поверхности является результатом процесса обработки, включая выбор инструмента; подача и скорость инструмента; геометрия машины; и условий окружающей среды.
Эта нерегулярность состоит из высоких и низких пятен, обработанных на поверхности с помощью инструментального долота или шлифовального круга. Эти пики и долины можно измерить и использовать для определения условия, а иногда и характеристик поверхности.
Существует более 100 способов измерения поверхности и анализа результатов, но наиболее общим измерением метки, сделанной инструментом, или текстурой поверхности, является измерение шероховатости. Для разных сторон, участвующих в производстве, нередко используются разные методы измерения шероховатости. В этой колонке мы поговорим только о двух из многих методов измерения шероховатости, о том, как преобразовать эти два метода и как избежать проблем, вызванных неизбежным использованием более одного измерения шероховатости.
В Северной Америке наиболее распространенным параметром поверхности поверхности является средняя шероховатость (Ra). Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии на всей поверхности в пределах длины выборки. Ra усредняет все пики и долины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты. Это простой и эффективный метод контроля текстуры поверхности и обеспечения согласованности в измерении нескольких поверхностей.
В Европе более распространенным параметром для шероховатости является средняя глубина шероховатости (Rz). Rz рассчитывается путем измерения вертикального расстояния от самого высокого пика до самой низкой долины в пределах пяти выборок, а затем усреднения этих расстояний. Rz усредняет только пять наивысших пиков и пять самых глубоких долин, поэтому крайности оказывают гораздо большее влияние на конечное значение. На протяжении многих лет метод вычисления Rz изменился, но символ Rz не изменился. В результате все еще используются три разных Rz-расчета, и очень важно знать, какой расчет определяется перед проведением измерения. В современной мировой экономике обрабатываемые детали производятся и поставляются по всему миру. В результате, инженеры по производству и контролю качества часто вынуждены решать, принимать или не принимать участие, когда требования к печати не согласуются с измерением на поверхностных измерителях в местном объекте.
Некоторые инженеры по контролю качества могут даже предположить, что если часть проверена и передана с использованием доступного параметра, эта часть также проведет другие проверки. В этих случаях инженеры предполагают постоянную корреляцию или соотношение между различными параметрами. Если бы не было иного выбора, кроме как принять некоторые предположения, есть эмпирические правила, которые могут помочь устранить путаницу и преобразовать Ra в Rz или Rz в Ra.
Если производитель указывает и принимает параметр Rz, но клиент использует параметр Ra, использование диапазона отношений для Rz-to-Ra = 4-to-1 to 7-to-1 является безопасным преобразованием. Однако, если Ra используется в качестве критериев принятия производителем, но клиент принимает Rz для оценки детали, тогда коэффициент конверсии будет намного выше, чем 7-к-1, возможно, до 20-к-1. Имейте в виду, что фактическая форма профиля детали окажет значительное влияние на эти отношения. Общение в начале проекта может избежать большинства сюрпризов. Ориентировочные, а иногда и сомнительные сравнения можно избежать, развивая понимание того, что именно означает параметр для печати, и как различные стороны, участвующие в производственном плане, проверяют текстуру поверхности.
Лучший способ для тех, кто участвует в производстве, соглашаться с параметрами измерения, — это иметь оборудование для оценки производительности как на заводе-изготовителе, так и на клиенте, делая одну и ту же проверку с использованием того же метода. Если производитель или заказчик используют коэффициенты конверсии, то обе стороны должны знать об использовании коэффициента и быть комфортным с последствиями.
Разница между Ra и Rz
Хотя измерение лучше всего проводить с использованием параметра, указанного в распечатке, существуют практические правила, которые могут помочь устранить путаницу и преобразовать Ra в Rz или Rz в Ra.
Методология измерения и то, что измеряется, совершенно разные. Очень важно понять, не заплатят ли вам за ваши детали, потому что измеренное вами Ra фактически не является профилем поверхности Rz, который указал клиент. Советуем вам сайт , здесь вы узнаете что такое rz.

«Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии по всей поверхности в пределах длина выборки. Ra усредняет все пики и впадины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты.
«Rz рассчитывается путем измерения вертикального расстояния от самой высокой вершины до самой низкой долины в пяти длинах выборки, а затем усреднения этих расстояний. Rz усредняет только пять самых высоких пиков и пять самых глубоких долин, поэтому крайние значения оказывают гораздо большее влияние на конечное значение ».
Согласно веб-сайту Swedev, изготовителю « докторских лезвий » , «Ra – это среднее арифметическое значение всех абсолютных расстояний профиля шероховатости от центральной линии в пределах длины измерения. Rz – средний максимальный пик в долине пяти последовательных длин выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого различающего значения при отделении отбраковок от приемлемых цилиндров ».
И, между прочим, определение Rz также изменилось за эти годы. Какое определение Rz точно использует ваш клиент? Откуда вы знаете?
Вы найдете «Коэффициенты конверсии» в Интернете, предоставленные доброжелательными людьми. Но насколько они могут быть полезны, когда диапазон, который называется эквивалентным, изменяется от 4: 1 до 7: 1 до 2-: 1? 4: 1 эквивалентно 20: 1? В самом деле? Не в моем классе математики.
Умные магазины будут избегать использования этих «приближений только по названию» и общаться со своими покупателями, чтобы определить истинные потребности покупателя. Азартные игры на коэффициентах конверсии, которые вы нашли в Интернете, не являются профессиональными Это пример плохой инженерной практики, и он не может обслуживать и защищать вашего клиента.
Прочитайте эту хорошо написанную, не очень математическую трактовку предмета под названием «Текстура поверхности от Ra до Rz». Это классика.
Процедуры измерения чистоты поверхности, общая терминология, определения большинства параметров и фильтрующая информация можно найти в американском стандарте ASME B46.1 – 2009 , текстура поверхности, а также в международных стандартах, ISO 4287 и ISO 4288 .
Шероховатость поверхности — что это и как выбрать?
Каждый молодой конструктор, начинающий чертить свое первое задание, сталкивается с вопросом – как выбрать шероховатость и что это вообще такое? Если учился он по более или менее профильной теме – то ответ он, может быть, и знает, но зачастую, как показывается практика моего общения с новоприбывшими студентами, этих знаний у многих нет. Начнем по порядку – с теории.
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
Рисунок из Википедии, свободной энциклопедииПри увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
- 6,3 везде
- 3,2 в более аккуратных местах, таких как канавки под уплотнительную резинку
- 1,6 в местах контакта охлаждаемых поверхностей
- 0,8 в местах, где поверхность полировалась (лазерная техника)
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
Чем отличается шероховатость ra от rz
Таблица соотношений значений параметров шероховатости Ra, Rz, Rmax (ГОСТ 2789-73) и классов шероховатости (ГОСТ 2789-59).
Предпочтительные значения параметров шероховатости выделены жирным шрифтом.
| Параметры шероховатости | Базовая длина, мм | Классы шероховатости | |
|---|---|---|---|
| Rz, Rmax, мкм | Ra, мкм | ||
| 1600 1250 1000 800 630 500 400 | – – – – – – 100 | 25 | Грубее 1-ого класса |
| 320 250 200 160 | 80 63 50 40 | 8 | 1-й |
| 160 125 100 80 | 40 32 25 20 | 2-й | |
| 80 63 50 40 | 20 16 12,5 10 | 3-й | |
| 40 32 25 20 | 10 8 6,3 5 | 2,5 | 4-й |
| 20 16 12,5 10 | 5 4 3,2 2,5 | 5-й | |
| 10 8 – 6,3 | 2,5 2 1,6 1,25 | 0,8 | 6-й |
| 6,3 5 4 3,2 | 1,25 1 0,8 0,63 | 7-й | |
| 3,2 2,5 2 1,6 | 0,63 0,5 0,4 0,32 | 8-й | |
| 1,6 1,25 1 0,8 | 0,32 0,25 0,2 0,16 | 0,25 | 9-й |
| 0,8 0,63 0,5 0,4 | 0,16 0,125 0,1 0,08 | 10-й | |
| 0,4 0,32 0,25 0,2 | 0,08 0,063 0,05 0,04 | 11-й | |
| 0,2 0,16 0,125 0,1 | 0,04 0,032 0,025 0,02 | 12-й | |
| 0,1 0,08 0,063 0,05 | 0,02 0,016 0,012 0,01 | 0,08 | 13-й |
| 0,05 0,04 0,032 0,025 | 0,01 0,008 – – | 14-й | |
Таблица параметров шероховатости типовых поверхностей деталей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
|---|---|
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Источник: ГОСТ 2789-73, ОСТ 92-0080-78
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Нормальное сечение – сечение, перпендикулярное базовой поверхности.
Ra – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 1. Структура обозначения шероховатости поверхности
 – обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
– обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
 – обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда конструктору необходимо указать конкретный вид обработки поверхности.
Например: 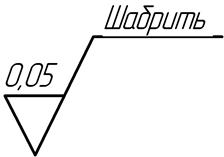
 – обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
– обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
 – обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
– обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.

Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т. д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789–73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия.
Для оценки шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров:
высотные : Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля;
шаговые : S — средний шаг неровностей профиля по вершинам; Sm — средний шаг неровностей профиля по средней линии;
высотно-шаговый tp — относительная опорная длина профиля.
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.

Через высшую и низшую точки профиля в пределах базовой длины l проводят линии выступов и впадин профиля, эквидистантно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профили в пределах базовой длины:


Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Нi min и пяти наибольших максимумов Hi max профиля в пределах базовой длины:

Вместо средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наибольших минимумов hi min до линии, параллельной средней и не пересекающей профиль.

Средний шаг неровностей S вычисляют как среднее арифметическое значение шага неровностей Smi в пределах базовой длины:

Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины

Под опорной длиной профиля ηр понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Относительная опорная длина профиля tp определяется как отношение опорной длины профиля ηр к базовой длине:

Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение — см. рис. 280), вид обработки поверхности или последовательность видов обработки (рис. 281 — 283).

В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а; если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282, б; и для поверхности, образованной без удаления слоя материала, — знак, приведенный на рис. 282, в.



Значение параметра Ra указывают без символа, например, 0,5. Для остальных указывают символы, например, Rmах 6,3.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4.

Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
Для грубых квалитетов с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных квалитетов, можно выбрать по табл. 30.

Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены и табл. 31.


При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1—2 класса ниже, чем на валах.
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (соединения с натягом, подшипники скольжения) существуют оптимальные параметры поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) следует в интересах экономичности обрабатывать по низким классам шероховатости. Исключение составляют напряженные циклически нагруженные детали. Для повышения сопротивления усталости такие детали обрабатывают так, чтобы обеспечить высокий класс шероховатости поверхности, полируют и дополнительно упрочняют поверхностным пластическим деформированием.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых машиностроительных деталей, основанные на опыте общего машиностроения.
Данное оборудование указано в следующих разделах каталога:
Зарегистрированы в Государственном реестре СИ РФ под № 76029-19.
Образцы шероховатости поверхности (сравнения) модификации В7-1833 по ГОСТ 9378-93 предназначены для контроля шероховатости поверхности металлических деталей после (или в процессе) их обработки на металлорежущих станках методом визуального сравнения или осязания (на ощупь) станочниками при контроле обрабатываемых деталей на металлорежущих станках, при контроле шероховатости труднодоступных поверхностей, конструкторами и технологами при выборе и назначении шероховатости поверхности, а также для учебных целей.
Образцы являются рабочими средствами измерений согласно ГОСТ 8.296-2015 и не предназначены для контроля приборов измерения шероховатости.
ОШС изготавливаются по ГОСТ 9378-93 и выпускаются в виде наборов определённого вида обработки (условное обозначение способа обработки):
- точение (Т)
- расточка (Р)
- строгание (С)
- шлифование периферией круга (плоское ШП, наружное круглое ШЦ, внутреннее ШЦВ)
- точение торцовое (ТТ)
- фрезерование (цилиндрическое ФЦ, торцовое ФТ, торцовое перекрещивающееся ФТП)
- шлифование торцовое (ШТ)
- шлифование чашеобразным кругом (ШЧ)
- полирование (плоское ПП, цилиндрическое ПЦ).
Материал образцов:
- сталь,
- медь,
- алюминий,
- титан,
- латунь
- и др. металлы по заявке заказчика.
По умолчанию ОШС изготавливаются из СТ45: сталь конструкционная углеродистая качественная.
По запросу образцы могут быть изготовлены из материалов: чугун, латунь, алюминий, медь.
Образцы изготавливаются с различными номинальными значениями параметра шероховатости Rz, выбранными из ряда номинальных значений и приводятся как справочные по результатам измерений.
Порядок работы
Контроль шероховатости поверхности детали по параметру шероховатости Ra или Rz производится путём сравнения с образцом визуально и на ощупь, проводя ногтем, выполняющем здесь роль «чувствительного элемента — датчика», вдоль линии максимальной шероховатости поверхности. Как правило, эта линия перпендикулярна следам обработки, а расстояние между соседними следами характеризует параметр Sm. Для этого подбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует числовому значению параметра шероховатости поверхности контролируемой детали. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение подобранного образца сравнения.
Наиболее достоверно оцениваются детали из аналогичного образцу материала и изготовленные тем же, что и образец, способом обработки.
Методика поверки: РТ-МП-5412-445-2019.
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный: метод сравнения с образцами ОШС (образцы чистоты поверхности) или ОЧП (устаревшее, образцы чистоты поверхности)
- количественный: с использованием приборов контактных и бесконтактных.
При проведении качественного контроля проводится сравнение шероховатости образца из набора и поверхности испытуемого изделия путём визуального осмотра и на ощупь. Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra = 0,6…0,8 мкм и выше.
Чистота поверхности (из утратившего силу ГОСТ 2789-59) предусматривает 14 классов чистоты поверхности, а классы чистоты поверхности 6…14 дополнительно разбиты на 3 разряда каждый (а, б, в):
| Группа ∇ и класс чистоты поверхности | Разряды | Среднее арифметическое отклонение профиля (Ra), мкм | Высота неровностей (Rz), мкм | Базовая длина L, мм |
| ∇1 | 80 | 320 | 8 | |
| ∇2 | 40 | 160 | ||
| ∇3 | 20 | 80 | ||
| ∇∇4 | 10 | 40 | 2,5 | |
| ∇∇5 | 5 | 20 | ||
| ∇∇6 | а | 2,5 | 10 | 0,8 |
| б | 2,0 | 8 | ||
| в | 1,6 | |||
| ∇∇∇7 | а | 1,25 | 6,3 | |
| б | 1,0 | 5,0 | ||
| в | 0,8 | 4,0 | ||
| ∇∇∇8 | а | 0,63 | 3,2 | |
| б | 0,5 | 2,5 | ||
| в | 0,4 | 2,0 | ||
| ∇∇∇9 | а | 0,32 | 1,6 | 0,25 |
| б | 0,25 | 1,25 | ||
| в | 0,2 | 1,0 | ||
| ∇∇∇∇10 | а | 0,16 | 0,8 | |
| б | 0,125 | 0,63 | ||
| в | 0,10 | 0,5 | ||
| ∇∇∇∇11 | а | 0,08 | 0,4 | |
| б | 0,063 | 0,32 | ||
| в | 0,05 | 0,25 | ||
| ∇∇∇∇12 | а | 0,04 | 0,2 | |
| б | 0,032 | 0,16 | ||
| в | 0,025 | 0,125 | ||
| ∇∇∇∇13 | а | 0,02 | 0,1 | 0,08 |
| б | 0,016 | 0,08 | ||
| в | 0,012 | 0,063 | ||
| ∇∇∇∇14 | а | 0,01 | 0,05 | |
| б | 0,008 | 0,04 | ||
| в | 0,006 | 0,032 |
Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6…14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇10в.
Различные технологические процессы обеспечивают получение поверхностей разных классов чистоты, например, обычно литьё ∇3, обработка точением ∇5, шлифованием ∇7 и т.д.
В то же время, один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇7 может быть получен тонким точением и шлифованием и др. процессами.
Не все свойства двух поверхностей, относящихся к одному классу чистоты, могут быть одинаковыми при совпадающих Ra и Rz, поэтому принадлежность поверхностей к одному классу чистоты не является достаточной для заключения об идентичности поведения деталей при эксплуатации.
Самый точный класс чистоты: 14-й, самый грубый: это 1-й.
По этой причине поверхности также подверглись классификации.
В производстве встречаются следующие их виды:
- Ограничительные и соединительные поверхности: элементы, служащие ограничением для работающих механизмов: корпуса приборов, станков, различные фиксаторы и прочие механизмы. Данные поверхности, в зависимости от требований, могут подвергаться обработке, параметры соответствуют Ra=20…2,5 мкм, Rz=80…10 мкм
- Установочные поверхности: детали находятся в соприкосновении, но по отношению друг к другу неподвижны, к которым не предъявляются требования по герметичности. Подлежат обработке и должны соответствовать показателям Ra=20…2,5 мкм, Rz=80…10 мкм
- Рабочие поверхности, которые перемещаются друг относительно друга, соединения типа поршень-цилиндр в устройствах двигателей, насосов и т.д. Детали, используемые в механизмах, обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5…0,16 мкм, Rz=10…0,8 мкм
- Специальные поверхности: детали внешних корпусов механизмов, агрегатов. Параметры шероховатости должны соответствовать Ra=5,0…1,25 мкм, Rz=20…6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов приборов, у которых показатели должны находится на уровне Ra=0,63…0,08 мкм, Rz=3,2…0,4 мкм
Вид обработки: шлифование периферией круга плоское (ОШС-ШП) ГОСТ 9378-93
| Маркировка набора | Описание образцов, входящих в набор | Материал образцов | ||||
| сталь | чугун | латунь | алюминий | медь | ||
| ОШС-ШП Rz 1; 2; 4; 5; 8; 10 | Форма образцов плоская Rz 1; 2; 4; 5; 8; 10 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 30; 40 | Форма образцов плоская Rz 10; 20; 30; 40 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 40; 60 | Форма образцов плоская Rz 10; 20; 40; 60 мкм | + | + | + | + | + |
| ОШС-ШП Rz 20; 40; 60; 80 | Форма образцов плоская Rz 20; 40; 60; 80 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 40; 60; 80; 120 | Форма образцов плоская Rz 10; 20; 40; 60; 80; 120 мкм | + | + | + | + | + |
*По умолчанию образцы шероховатости поверхности (сравнения) изготавливаются из СТ45: сталь конструкционная углеродистая качественная.
Стандартная комплектация
- Образцы модификации В7-1833: количество по заказу
- Футляр
- Паспорт В7-1833.0.00.0.00ПС
- Методика поверки РТ-МП-5412-445-2019
- Свидетельство о поверке
Образцы поставляются наборами из 4 шт с различными номинальными значениями Rz, возможна поставка отдельных образцов.
Разница между Ra и Rz: производственная обработка
Ra измеряет среднюю длину между пиками и долинами и отклонение от средней линии по всей поверхности в пределах длины выборки. Rz измеряет вертикальное расстояние от самой высокой вершины до самой низкой долины в пределах пяти длин выборки и усредняет расстояния.
Методология измерения и то, что измеряется при расчете Ra и Rz, совершенно разные.Очень важно понять, не заплатят ли вам за ваши детали, потому что измеренное вами Ra фактически не является профилем поверхности Rz, который указал клиент.
Что такое Ра?
Согласно статье Modern Machine Shop , написанной Джорджем Шуцем, директором точных измерительных приборов в Mahr Federal, «Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии на вся поверхность в пределах длины выборки.Ra усредняет все пики и впадины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты.
Что такое Rz?
«Rz рассчитывается путем измерения вертикального расстояния от самой высокой вершины до самой низкой впадины в пределах пяти длин выборки, а затем усреднения этих расстояний. Rz усредняет только пять самых высоких пиков и пять самых глубоких долин, поэтому крайние значения оказывают гораздо большее влияние на конечное значение.”
Согласно веб-сайту Swedev, изготовителю медицинских лезвий, «Ra — это среднее арифметическое значение всех абсолютных расстояний профиля шероховатости от центральной линии в пределах длины измерения. Rz — это средний максимальный пик в долине пяти последовательных длин выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого различающего значения при отделении брака от приемлемых цилиндров ».
И, кстати, определение Rz также изменилось за эти годы.Какое определение Rz точно использует ваш клиент? Откуда вы знаете?
Наука
- Анатомия и физиология
- астрономия
- астрофизика
- Биология
- Химия
- наука о планете Земля
- Наука об окружающей среде
- Органическая химия
- физика
математический
- Алгебра
Наука
- Анатомия и физиология
- астрономия
- астрофизика
- Биология
- Химия
- наука о планете Земля
Как плотность отличается от концентрации?
Наука
- Анатомия и физиология
- астрономия
- астрофизика
- Биология
- Химия
- наука о планете Земля
- Наука об окружающей среде
- Органическая химия
- физика
математический
- Алгебра
- Исчисление